Lasers in their various forms have been influencing many manufacturing processes for some time now. As laser technology continues to evolve becoming faster, more flexible, easier to use and importantly more affordable, lasers have become the driving force behind many manufacturing processes.
Andy Toms of TLM Laser, highlights the benefits that lasers bring to medical device manufacturing processes, including cutting, welding and marking.
Lasers can be found at the heart of the different stages of medical component manufacture, ranging from cutting raw material, welding individual piece parts and finally marking product and UDI information.
Many medical devices and components are small in size and manufactured from stainless steel, or in some cases, other exotic alloys. The first manufacturing stage may be to cut a “Blank” from sheet material. Whilst there are a number of laser cutting systems on the market, many of these use high power CO2 lasers to process large sheet sizes and thick material. However, many alloys and higher-value metals of the type used in medical component manufacture, are only  available in smaller sheet sizes. In these instances, and also when thinner sections are being processed, the larger CO2 laser systems are less cost effective and can also become somewhat unstable at the lower power settings needed for thinner materials.
available in smaller sheet sizes. In these instances, and also when thinner sections are being processed, the larger CO2 laser systems are less cost effective and can also become somewhat unstable at the lower power settings needed for thinner materials.
(The LaserCube is the ideal platform for laser cutting small parts in a wide range of materials and alloys)
Designed specifically to address these requirements the IPG LaserCube flatbed cutter is optimised for cutting small parts in both prototype and industrial environments. Using high-force linear motors and built on a granite stage, it has the stability and acceleration needed for high-speed precision machining. Utilising fiber lasers up to 4 kW average power and IPG cutting head technology, the LaserCube handles metal sheets up to 1250 x 1250 mm. Working on a variety of materials including steel, aluminium, brass, copper, titanium and alloys, the LaserCube provides superior cutting performance and reliability in a compact footprint, whilst maintaining low operating costs for a rapid return on investment.
Lasers have in many cases become indispensable production tools for the manufacture of medical technology components, which are often made from titanium or various other stainless steels. These products must meet the highest quality standards and in many cases feature flawless surfaces. Lasers are used in a multitude of applications including welding implant systems, manufacturing endoscopes or other surgical instruments. In each case, laser welding delivers many advantages including:
- Non-porous, smooth surfaces suitable for high-temperature sterilisation
- Small welding seams with high strength
- Hermetic sealing of welded joints
- Maintaining the same biocompatibility as the base material
 Another advantage is that the welds can be produced either with or without filler material, depending on the properties of the part, and laser welding creates only a very small heat-affected zone, which does not impact even the most sensitive components.
Another advantage is that the welds can be produced either with or without filler material, depending on the properties of the part, and laser welding creates only a very small heat-affected zone, which does not impact even the most sensitive components.
(Laser welding offers a wide range of advantages over traditional welding technologies in medical component manufacture)
The final manufacturing stage of many medical components is the marking process and here again, lasers are fast becoming the dominant technology. Component marking within the medical sector is in many cases mandatory to comply with UDI regulations. Achieving high quality marks is but one challenge, it is also essential that the correct part is marked with the right information, and in the right place every time.
A three-stage closed-loop medical device marking process known as HELP (Holistic Enhanced Laser Process), developed by FOBA Laser, ensures process reliability before and after laser marking and eases compliance with the rigorous industry regulations. Parts are validated prior to marking, and with the  combination of a TTL (Through-The-Lens) vision system and IMP (Intelligent Mark Positioning), only the correct mark will be applied in the correct position and only on the correct part.
combination of a TTL (Through-The-Lens) vision system and IMP (Intelligent Mark Positioning), only the correct mark will be applied in the correct position and only on the correct part.
(Surgical Scalpel Holder – Marked using FOBA’s HELP – Holistic Enhanced Laser Process)
Once the laser marking process is complete, the mark contents can then be verified using Optical Character Verification (OCV) and 2D code reading. This information is captured whilst the part is still in the machine, everything achieved with just one laser and its fully integrated machine vision system.
The HELP process benefits manufacturers in a number of ways, by providing: seamless traceability, increases in product quality, compliance with regulations, more flexible production, cost reductions through increased yield and less scrap, more economic production through a repeatable process and increases in process reliability.
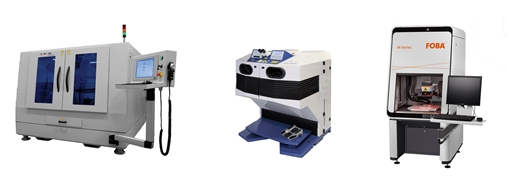
(Laser technologies available from TLM Laser include Left- IPG LaserCube Flat Bed Cutter, Centre Alpha Laser’s ALW Laser Welding System and Right – FOBA Laser’s M2000 with IMP & HELP))
Bromsgrove based TLM Laser are able to offer a comprehensive range of laser technologies for cutting, welding and marking including those mentioned within this article.
For further information, please contact:
Mr Andy Toms
Director
TLM Laser
2 Navigation Court
Harris Business Park
Stoke Prior
Bromsgrove
B60 4BD
Tel: +44(0) 845 260 2220
E-Mail: sales@tlm-laser.com
Web: www.tlm-laser.com



